
Navnîşana Pargîdaniyê
No.





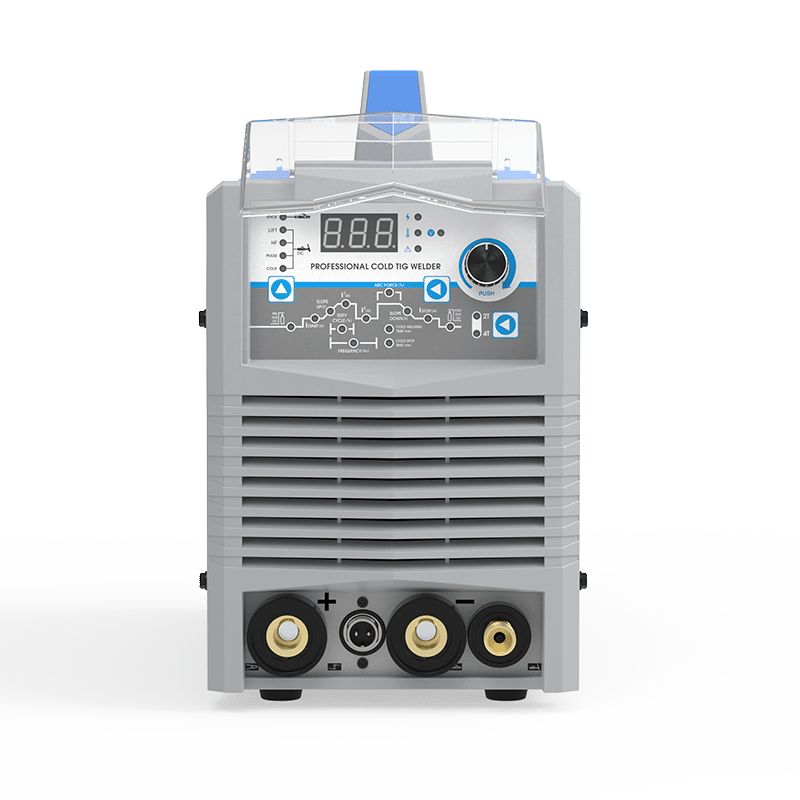









● Parametreyên Hilberê
| CINS | SERÊ TIG-200 | SERÊ TIG-250 | COLDTIG-250PRO | TIG-315P | TIG-400P | TIG-500P | |
| Voltaja Ketinê ya Binavkirî (V) | 1P 220V | 3P 380V | |||||
| Frekansa Ketinê (Hz) | 50/60 | ||||||
| Hêza Ketina herî zêde (A) | 25 | 34 | 34 | 15 | 21 | 30 | |
| Hêza Ketinê ya Nirxkirî (KVA) | 7 | 7 | 7 | 10.9 | 15 | 21 | |
| Voltaja Bê Barkirinê (V) | 60 | 60 | 60 | 68 | 70 | 74 | |
| Hêza Derketina herî zêde (A) | MMA | 160 | 210 | 225 | 315 | 400 | 500 |
| TIG | 170 | 210 | 250 | 315 | 400 | 500 | |
| Range Current Adjustable | TIG | 5-170 | 5-210 | 5-250 | 20-315 | 20-400 | 20-500 |
| Duty Cycle (%) | 40 | 60 | |||||
| Giraniya makîneyê (KG) | 6.8 | 8.4 | 26.5 | 28.5 | 43 | ||
| Mezinahiya makîneyê (MM) | 375x150x330 | 380x185x315 | 590x290x540 | 590x290x540 | 650x310x600 | ||
● Agahiyên berfireh
1. Cihê germê bandorkirî piçûk e.Di dema pêvajoya tavilê ya stûnê de têketina germê tune, ji ber vê yekê deformasyon, birîn û stresa mayî tune.Pîskirina qismî çênabe, û piştî tamîrkirinê dermankirina ji nû ve germkirinê ne hewce ye.
2. Bandora tamîrkirina weldingê ya pir piçûk, ev makîneya welding di pêvajoya tamîrkirina weldingê de fenomena bandorê ya welding a argonê ya asayî ya li ser perçeya xebatê de derbas dike.Tamîrkirin dikare bi pêbawerî jî li ser rûyê makînekirî ya perçeya xebatê bêyî destûr were kirin.
3. Rastbûna tamîrkirinê ya bilind: qalindahiya weldingê ya rûberê ji çend mîkronan heya çend mîlîmetreyan e, tenê pêdivî ye ku were zev kirin û paqij kirin.
4. Hêza weldingê ya bilind: ji ber ketina tevahî ya materyalê rûbera kargehê, hêzek girêdanek bihêz tê hilberandin.
5. Hilgirtina hêsan: giranî (8.5 kg), dabînkirina hêzê ya 220V, hewcedariyên hawîrdora xebatê tune.
6. Aborî: Tamîrkirina tavilê li ser cîhê, çêtirkirina karbidestiya hilberînê û lêçûnên tomarkirinê.
7. Yek makîneyek bi fonksiyonên pirjimar: ew dikare welding, bihêzkirina rû û fonksiyonên din pêk bîne.Qûrbûn û nermbûna rûxandin û xurtkirinê bi eyarkirina hêza dakêşanê û frekansa dakêşanê dikare were bidestxistin.
8. Zehmetiya tebeqeya rûkê û cihêrengiya materyalên pêvek: Pêdiviyên serhişkiya cihêreng bi karanîna materyalên tîrêjên elektrod ên cihêreng (materyalên pêvek) têne wergirtin.Zehmetiya qata tamîrkirina rûkalê dikare ji HRC 25 heta HRC 62 be.
9. Pergala parastina gazê: Ew ji pergala parastina argonê ya hevdemî ya ku ji hêla mîkrokomputerê ve tê kontrol kirin tê guheztin, ku parastina argon çêtir dike, û bandora welding zexm û xweşiktir e.Di heman demê de, ew avantajên orîjînal diparêze, ku bi makîneyên welding lazerê yên biha re têne berhev kirin, û dikare argon heta radeya herî mezin xilas bike.

No.
+86 18815073611
+86 13587752681